Точное литье по выплавляемым моделям
Завод оснащён современным импортным плавильным и формообразующим оборудованием, имеет лабораторию экспресс-анализа сплавов, для производства моделей и оболочковых форм применяются современные материалы — всё это позволяет получать отливки высокого качества, соответствующего нормативным документам (ГОСТ, ОСТ или ТУ)
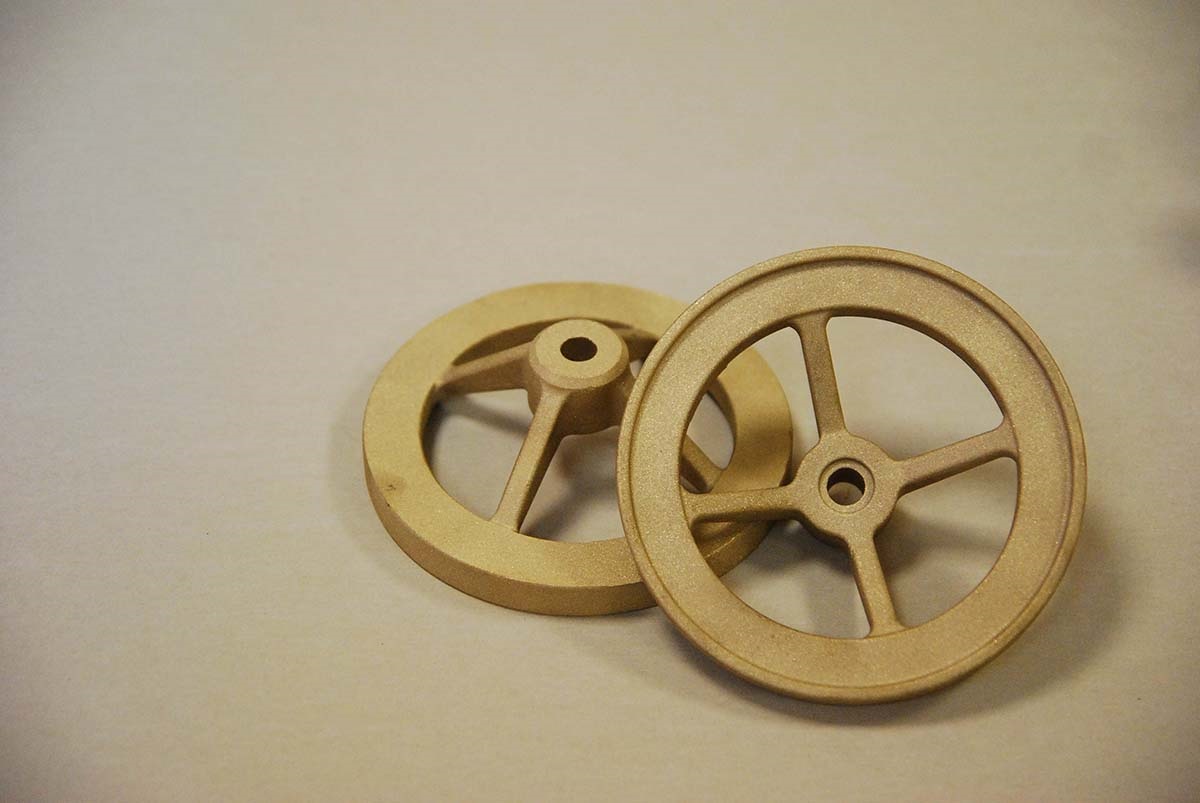
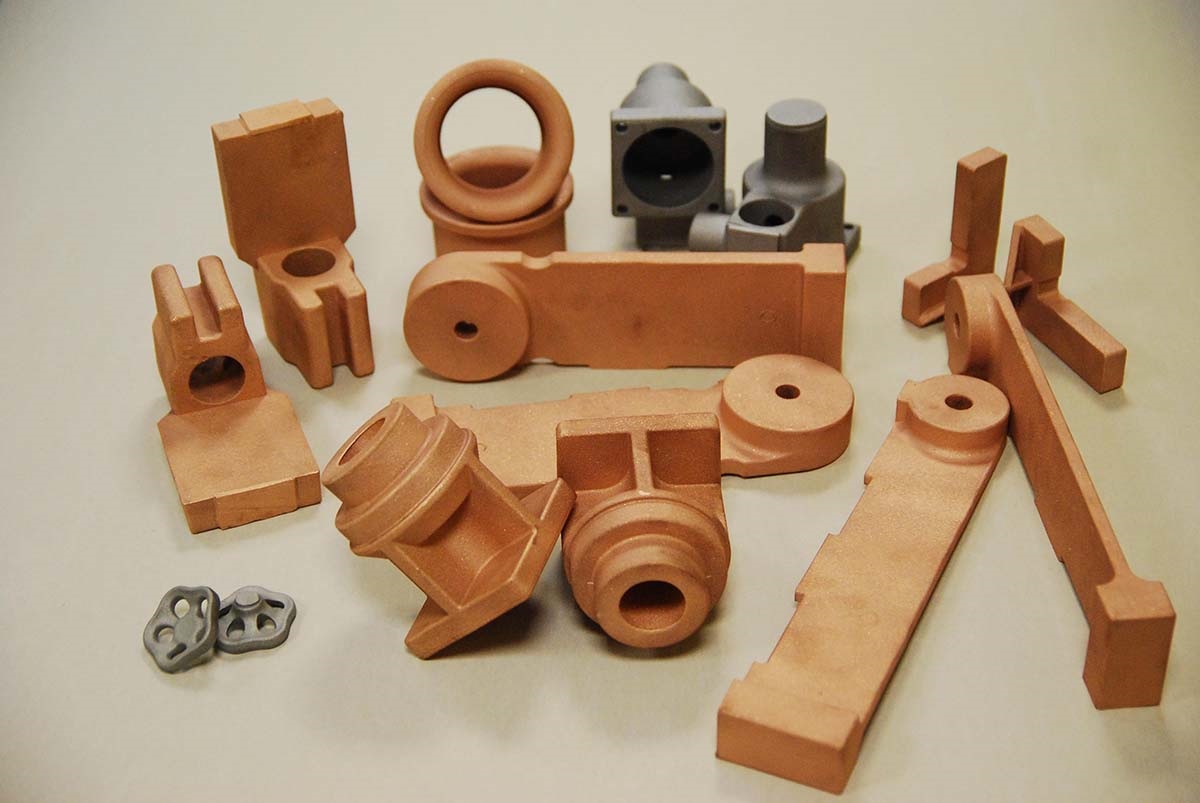
Обзор отливок по выплавляемым моделям
- Минимальный радиус округления сопрягаемых стенок — 1 мм;
- Точность отливки: 8-0-0-8 по ГОСТ Р 53464-2009
- Максимальная масса годной отливки: 35 - 40 кг.
- Габаритные размеры: от 20 до 400 мм
- Минимальная толщина стенок - 3 мм
- Шероховатость поверхности - Ra 6,3
Литьё по выплавляемым моделям (ЛВМ)
Преимущества метода ЛВМ
Метод литья по выплавляемым моделям (ЛВМ) позволяет получить изделия со сложной геометрией от 150 гр. до 35 кг. Использование точного литья позволяет максимально приблизиться к заданным размерам и массе, получить хорошее качество поверхности, соответствующей 7-8 классу точности, отличный товарный внешний вид, а также отливки, выдерживающие механические испытания по 2 и 3 группам.


Особенности метода ЛВМ
Литьё по выплавляемым моделям — это процесс, в котором восковая модель используется для придания формы одноразовой керамической форме. С помощью пресс-формы из воска создается модель изделия, на нее наносятся несколько слоев суспензии на основе плавленого кварца. Модель сушится и образуется керамическая оболочка. Затем воск вытапливается и остается керамическая форма, в которую заливается расплавленный металл. После того как металл остынет, керамическая форма удаляется, изделие обрабатывается и отливка готова. Этот процесс также можно назвать «точным литьем» или «литьем по выплавляемым моделям».
Все отливки, изготавливаемые на нашем предприятии, соответствуют стандартам качества и поставляются с сертификатами.
Отрасли где используются отливки по выплавляемым моделям?
Электротехнической
промышленности
Судостроения
Энерго -
машиностроения
Нефте
газового сектора
Материалы для литья по выплавляемым моделям

Медь
ГОСТ 859-2001
- М1
- М0
Этот ГОСТ распространяется на медь, используемую в катодах, а также в литых и деформированных полуфабрикатах

Латунь
ГОСТ 17711-93
- ЛЦ40С
- ЛЦ16К4
- ЛЦ40Мц1,5
- ЛЦ40Мц3Ж
- ЛЦ30А3
По ГОСТ 17711–93 изготавливают латунные втулки и фасонные отливки. В названии марки буква Л означает латунь, следующие буквы — условные обозначения легирующих элементов.
Бронза
ГОСТ 493-79
- БрА9Ж3Л
- БрА9Ж4Н4Мц1Л
- БрА9Мц2Л
- БрА11Ж6Н6
ГОСТ 613-79
- БрО8Ц4
- БрО5Ц5С5
- БрО10Ф1
ГОСТ 1628-78
В наименованиях марок бронз буквы означают присутствие следующих элементов: А значит алюминий, Ж — железо, Мц — марганец, Н — никель, О — олово, С — свинец, Ц — цинк. Цифры означают ориентировочное содержание этих элементов в процентах.
Алюминиевые сплавы
ГОСТ 1583-93
- АК12
- АК9ч
- АМг6Л
- АК7ч
Процесс литья по выплавляемым моделям
Пресс-формы на участке восковки
Запрессовка воска
Участок восковки: сборка моделей из воска на кусту
Участок изготовления керамической корки
Сушильная камера
Вытопка воска
Керамические формы после вытопки
Литейный участок с печами для обжига форм
Подготовка к заливке после прокаливания форм в печи
Замер температуры сплава
Заливка сплава в керамические формы
Выбивка керамических форм
Отделение отливок от куста
Обработка отливок дробью
Доработка отливок
Отливки на хранении перед отправкой
Хранение пресс-форм
Отправьте запрос на расчет стоимости
и получите индивидуальное предложение
Наши специалисты ответят на все вопросы